
Deca MASTROTIG 327 AC/DC Схема параметров онлайн
2 2
3
1 1
2 2
3 3
4 4
5 5
6 6
7 7
8 8
9 10
11 11
3
4 4 8
6 6
7 7
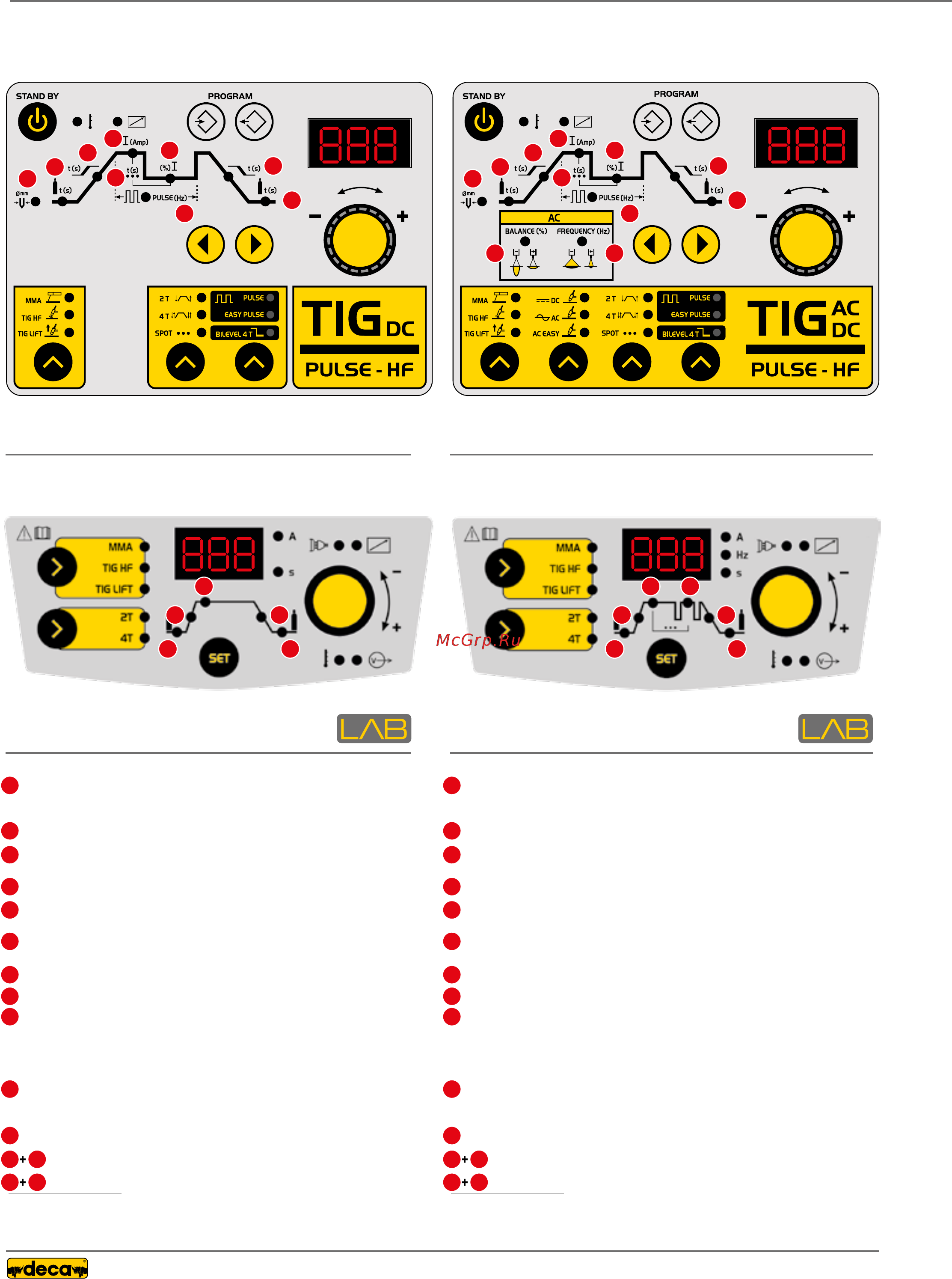
Saldatura TIG
parametri regolabili
MASTROTIG DC
i-TIG 318 GEN i-TIG 320 GEN
MASTROTIG AC/DC
TIG Welding
adjustable parameters
a) Φ mm: Selezione del diametro dell’elettrodo di tungsteno. In base al diametro
selezionato, la macchina determina l’intervallo di corrente di saldatura che puoi
utilizzare senza danneggiare l’elettrodo.
b) PREGAS : Regolazione del tempo di pre-gas.
c) SLOPE-UP: Regolazione del tempo con cui la corrente di saldatura si porta dal
valore iniziale (innesco dell’arco) al valore principale “I (Amp)”.
d) I (Amp): Regolazione della corrente principale di saldatura.
e) (%) I: Nella modalità “PULSE” e “BILEVEL 4T” regola la corrente di saldatura di
base, espressa come percentuale della corrente principale di saldatura.
f) SLOPE-DOWN: Tempo con cui, dopo il rilascio del pulsante torcia, la corrente di
saldaturasiportadalvaloreprincipalealvalorenale(terminedellasaldatura).
g) POSTGAS: Regolazione del tempo di post-gas.
h) PULSE (Hz): Nella modalità “TIG PULSE” varia la frequenza di pulsazione.
i) BALANCE (%) (TIG AC): Nella modalità di saldatura in corrente alternata,
modicailrapportofraladuratadellasemiondapositivaedellasemionda
negativa. Bassi valori di “balance” consentono maggiore penetrazione dell’arco
e poca usura dell’elettrodo. Alti valori di “balance” consentono maggiore pulizia
del pezzo ma elevata usura dell’elettrodo.
l) FREQUENCY (Hz) (TIG AC): Nella modalità di saldatura in corrente alternata,
varia la frequenza della corrente di saldatura. Bassi valori consentono un arco più
distribuito. Alti valori consentono un arco più concentrato.
m) T (SPOT): Nella modalità “SPOT” varia la durata del punto di saldatura.
MASTROTIG DC - AC/DC
i-TIG 320 LAB
TEMPO DI SALDATURA: Regolazione della durata del tempo di saldatura a punti
a) Φ mm: Select the diameter of the tungsten electrode.
Based on the diameter selected, the machine determines the welding current interval
that can be used without damaging the electrode.
b) PREGAS: Pre-gas time adjustment.
c) SLOPE-UP: Adjustment of time at which the welding current is brought from the initial
value (arc start) to the main value “I (Amp)”.
d) I (Amp): Main welding current adjustment.
e) (%) I: In the “PULSE” and “BILEVEL 4T” modes, it adjusts the base welding current,
expressed as a percentage of the main welding current.
f) SLOPE-DOWN: Time at which, once the torch button is released, the welding current
isbroughtfromthemainvaluetothenalvalue(endofwelding).
g) POSTGAS: Post-gas time adjustment.
h) PULSE (Hz): In the “TIG PULSE” mode, it varies the pulse frequency.
i) BALANCE (%):Inthe“TIGAC”weldingmodeatalternatingcurrent,itmodies
the ratio between the duration of the positive and the negative half waves.
Low “balance” values allow for enhanced arc penetration and little electrode wear
and tear. High “balance” values allow for better cleaning of the workpiece but
increased electrode wear and tear.
l) FREQUENCY (Hz): In the “TIG AC” welding mode at alternating current, it varies
the welding current frequency. Low values allow for a better distributed arc.
High value allow for a more concentrated arc.
m) T (SPOT): In the “SPOT” mode it varies the duration of the welding point.
MASTROTIG DC - AC/DC
i-TIG 320 LAB
SPOT WELDING TIME: Spot welding time adjustment
1 1
2 2
3 3
4 4
5 5
6 6
7 7
8 8
10 10
11 11
9 9
4 8 4 8
4 5 4 5
Содержание
Похожие устройства
- Deca DECATIG 200E AC/DC Рабочее руководство
- DEXP H19B7000E Инструкция по эксплуатации
- DEXP H19D7100E/W Инструкция по эксплуатации
- DEXP H19D7100E Инструкция по эксплуатации
- DEXP H20D7000E Инструкция по эксплуатации
- DEXP H20D7200E Инструкция по эксплуатации
- DEXP H20B7200C Инструкция по эксплуатации
- DEXP H20C3200C Инструкция по эксплуатации
- DEXP H20C7200C/W Инструкция по эксплуатации
- Ebara 3D 50-200/15 Инструкция по эксплуатации
- Ebara 3D 50-200/15 Технические данные
- Ebara 3D 65-160/15 Инструкция по эксплуатации
- Ebara 3D 65-160/15 Технические данные
- Ebara 3D 65-200/15 Инструкция по эксплуатации
- Ebara 3D 65-200/15 Технические данные
- Ebara 3D 65-200/18.5 Инструкция по эксплуатации
- Ebara 3D 65-200/18.5 Технические данные
- Ebara 3D 65-200/22 Инструкция по эксплуатации
- Ebara 3D 65-200/22 Технические данные
- DEXP F22B7000C Инструкция по эксплуатации