
Правила самостоятельной заточки инструмента
Во время работы режущие кромки инструментов начинают постепенно тупиться. В результате снижается качество обработки деталей и заготовок, снижается производительность труда, изнашиваются сами инструменты.
ВАЖНО! Если правильно заточить инструменты, то тем самым можно решить все е проблемы, о которых мы упомянули ранее. Если вы решили своими руками заняться такой работой, то первым делом вам нужно изучить рекомендации, как правильно заточить инструмент. Причем различными методами.
Как сформировать первичную фаску

Понятно, что при заточке электрический инструмент более эффективен. Ведь необходимо будет избавиться от глубоких зазубрин и сколов.
С какой частотой должен вращаться абразивный круг? Она должна быть не выше 2000 об/мин. Зернистость круга выбирают в пределах 100-120 ед.
ВАЖНО! Специалисты рекомендуют проводить заточку абразивом на основе оксида алюминия. Ведь он по сравнению с абразивом обыкновенным кремниевым может обеспечить необходимое качество обработки металла. А еще такие круги хороши тем, что они не перегревают металл.
Когда заточку делают вручную, то применяют наждачную бумагу или абразивный камень, у которых зернистость 100-320 ед.
Перегрев и окисление поверхности кромки ведет к тому, что металл смягчается. Чтобы не допустить этого, в процессе затачивания необходимо время от времени остужать лезвие. Для этого достаточно опустить его в холодную воду.
ВАЖНО! Обращаем внимание на то, что форма первичной фаски зависит от того, каков метод заточки выбран вами. Вручную формируют плоскую фаску. С использованием электроточила – вогнутую.
Как сформировать режущую кромку

Затачиваемый инструмент нужно подводить к плоскости абразивного круга под углом, который увеличен на 4-5° от предыдущего положения. Ведите обработку края лезвия так, чтобы получилась узкая микрофаска.
Для заточки вполне подойдет наждачная бумага 600-8000 ед. зернистости. Важно своевременно завершить процесс. Тогда не допустишь, чтобы характеристики режущего инструмента были ухудшены.
ВАЖНО! Эффективную шлифовку кромки нужно делать в два этапа. Этап первый: используем абразив зернистостью 1000-4000 ед. Этап второй: используем абразив 5000-8000 ед.
Форма режущей кромки будет правильной, если используешь «тележку». Именно так называют заточное приспособление, в котором установка и фиксация инструмента осуществляется под нужным углом. Данный способ заточки пригоден для лезвий узких (минимум 6 мм) и широких (до 73 мм), какие применяют в рубанках.
Ролик предоставляет возможность свободного перемещения лезвия, которое установлено под выбранным углом, вдоль поверхности абразива. Во время работы нужно контролировать положение ролика. Ему нельзя отрываться от опорной поверхности.
ВАЖНО! Обращаем внимание, что ширина микрофаски не должна быть больше 1 мм. Во время доводки необходимо постоянно проверять, на какой стадии инструмент, который затачивается. Иначе придется опять заниматься формированием фаски.
Использование для заточки наждачной бумаги

Заточку осуществляют по такому методу.
Материал нужно выбирать такой, чтобы у него была твердая и плоская поверхность. Скажем, это может быть кусок плиты из гранита, толстое стекло, ламинированная ДСП или брусок древесины. Удобно, когда брусок имеет размеры 75х200 мм.
ВАЖНО! Наждачную бумагу наклеивают на брусок. Изготавливается несколько брусков, у которых различная зернистость абразивами. Для того чтобы приспособление было устойчивым, его нужно уложить на верстак поверх прокладки из резины.
Затачиваемый инструмент для формирования фаски нужно установить под углом 25-30°. Лезвие перемещается вдоль плоскости бруска. С умеренным нажимом.
Выполняем доводку лезвия с иным номером абразива. Полируем тыльную сторону режущего инструмента. Плоскость возле режущей кромки должна иметь ширину 10-12 мм.
Перечислим все достоинства и недостатки этого метода:
- дешевизна: покупка и клея, и наждачной бумаги, необходимых для изготовления приспособления, обходится недорого;
- доступность: все материалы, которые вам понадобятся, предлагают покупателям в каждом строительном магазине;
- после того, как заточишь инструмент, на верстаке не останется грязи.
ВАЖНО! Однако наждачная бумага быстро изнашивается и нуждается в периодической замене.
Использование для заточки водного камня
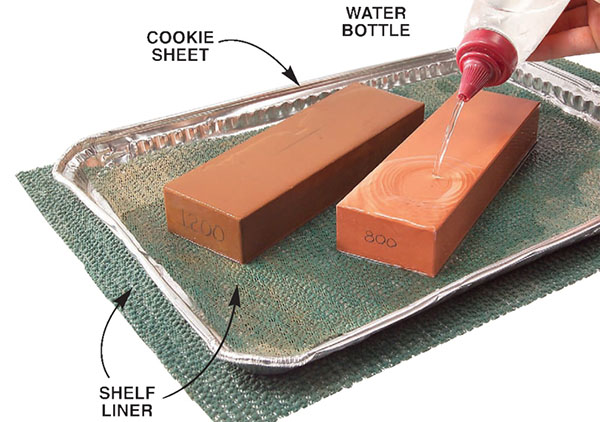
ВАЖНО! Имейте в виду, что у вас есть возможность снизить затраты. Для этого нужно купить комбинированные камни, у которых стороны с различной зернистостью.
Специфика способа в следующем:
- перед тем, как затачивать инструмент, абразив нужно замочить (погрузить в воду на 15-20 мин.);
- во время работы камень нужно время от времени увлажнять;
- доводка начинается с того, что обрабатывается лезвие камнем 1000 грит, а потом уже нужно перейти к зернистости 4000, затем – 8000 грит.
ВАЖНО! Имейте в виду, что абразив, у которых зернистость 1000 и 4000 грит, может находится в воде очень долго. А вот более мелкие придут в негодность.
Достоинства и недостатки этого метода:
- Служат водные камни недолго. Поверхность абразива нужно время от времени выравнивать. Тогда борозды будут ликвидированы.
- Доводка инструмента на водном камне требует много времени.
- Воду, которая смачивает камни, необходимо периодически менять. Тогда верстак не будет загрязняться.
ВАЖНО! Влажные камни после работы нужно тщательно высушить. Делают это в теплом помещении. Не сушите камни на морозе. Так они подвергаются разрушению.
Использование для заточки алмазных пластин

Плоская фаска формируется с применением пластины, зернистость которой 600 грит. Доводку делают абразивом 1200 грит. Пластину смачивают водой.
Лезвие инструмента, который затачивается, расположено по отношению к абразиву под углом. Оно делает перемещение вдоль его плоскости. Частички металла, которые были сточены, скапливаются и сбрасываются. Для этого есть специальные отверстия в стальной подложке.
ВАЖНО! Есть специальное масло, которое хорошо зарекомендовало себя как антикоррозийное средство. Однако знайте, что оно неэффективно для смазки. Есть смысл произвести замену масла водой. Тогда поверхность абразива не станет быстро загрязняться. После того, как алмазные пластины использованы, нужно их просушить.
Методы самостоятельной заточки сверла

Некоторые нюансы, которые требуют вашего внимания:
- кромка, которая затачивается, должна быть расположена в одной плоскости с осью абразивного камня;
- когда работаешь, то умеренно прижимай сверло к абразиву;
- контролируй формирование кромок: у них должна быть одинаковая длина.
Есть два вида заточек:
- Одноплоскостная (для сверл, у которых диаметр до 3 мм). Сверло перемещается параллельно рабочей поверхности заточного круга.
- Коническая (двухугловая). Сверло необходимо подносить к абразиву под углом. Оно покачивается из стороны в сторону. Способ хорошо подходит для сверл, диаметр которых свыше 3 мм.
ВАЖНО! Доводку делают на мягком камне.
Рекомендуем для того, чтобы затачивать сверла, применять специальные приспособления (станки), которые предоставляют возможность надежно провести фиксацию инструмента под необходимым углом.
Как избежать ошибок при заточке инструмента

Время от времени прерывайте процесс и охлаждайте лезвие, опуская его в воду. Если этим пренебрегать, то перегревшийся металл, на что указывает изменению его цвета, становится хрупким. В итоге заточку нужно будет делать опять. А это приводит к тому, что инструмент преждевременно изнашивается.
Зафиксировать затачиваемое лезвие мало. Нужно, чтобы для установки станка использовалась массивная, хорошо укрепленная станина (верстак). При работе она должна быть неподвижной.
ВАЖНО! Абразивный круг на валу электроточила должен сидеть плотно. Нельзя допустить, чтобы он был перекошен, чрезмерно и неравномерно изнашивался, а также бился о вал.
Не затачивайте мелкий инструмент на круге, который предназначен для широких лезвий. На абразиве узкие борозды. И они будут мешать качественно обрабатывать металл.
|
|