![Deca D-PAC 90 — veiligheidsrichtlijnen voor het werken met lasapparatuur en snijmachines [18/52]](/img/pdf.png)
Deca D-PAC 90 — veiligheidsrichtlijnen voor het werken met lasapparatuur en snijmachines [18/52]
![Deca D-PAC 90 [18/52] De persluchtdruk regelen](/views2/1547057/page18/bg12.png)
17
950620-03 18/07/16
Gedraag u als volgt om uzelf zo weinig mogelijk bloot te stellen aan elektromagnetische
velden (EMF):
Laat uw lichaam niet tussen de laskabels in komen. Houd beide laskabels aan dezelfde
kant van uw lichaam.
Vlecht indien mogelijk de laskabels in elkaar en zet ze vast met plakband.
Draai de laskabels niet rond uw lichaam.
Maak de massakabel op het werkstuk zo dicht mogelijk bij het laspunt vast.
Hang het lasapparaat niet aan uw lichaam terwijl u last.
Houd uw hoofd en romp zo ver mogelijk verwijderd van het lascircuit. Werk niet in de
buurt van, zittend op of leunend tegen het lasapparaat. Minimum afstand: Fig 6 Da
= cm 50; Db = cm.20.
Klasse A apparatuur
Dit apparaat is bedoeld voor gebruik in een professionele en industriële omgeving.
In woonomgevingen en omgevingen die aangesloten zijn op een openbaar
laagspanningsnet voor woningen kunnen er problemen zijn met de elektromagnetische
compatibiliteit wegens geleide of uitgestraalde storingen.
Snijden onder gevaarlijke omstandigheden
Indoen u moet snijden onder omstandigheden met een verhoogd risico voor elektrische
ontladingen, verstikking, in nabijheid van ontvlambare of ontplofbare materialen
dan moet u er voor zorgen dat een ervaren en verantwoordelijk vakman eerst de
omstandigheden evalueert. Verzeker u ervan dat er personeel aanwezig is dat opgeleid
is om in noodgevallen op te treden. Gebruik de technische beschermingsmiddelen
voorgeschreven in 5.10; A.7; A.9 van de technische specicatie IEC of CLC/TS 62081.
Indien u moet werken in van de grond verheven posities, moet u steeds een veilig
platform gebruiken.
Indien meerdere machines inwerken op hetzelfde werkstuk of op werkstukken die
elektrisch met elkaar verbonden zijn, is het mogelijk dat de nullastspanningen die
liggen op elektrodehouders of op de toortsen bij elkaar opgeteld worden, waardoor het
veiligheidsniveau kan overschreden worden. Wees er zeker van dat een ervaren en
verantwoordelijk vakman op voorhand evalueert of er risico’s heersen en eventueel de
nodige voorzorgsmaatregelen neemt volgens puntje 5.9 van de technische specicatie
IEC of CLC/TS 62081.
Bijkomende waarschuwingen
Gebruik de machine niet voor niet voorziene doeleinden zoals bijvoorbeeld het
ontvriezen van waterleidingen.
Plaats de machine op een vlak oppervlak dat stabiel is en vermijd dat het kan bewegen. De
positie moet inspectie toelaten, maar de vonken van het snijproces mogen niet hinderen.
Hijs machine niet op. Hijssystemen zijn niet voorzien.
Gebruik geen kabels met beschadigde isolering of met losse aansluitingen.
Beschrijving van de machine
De machine is een stroomgenerator voor plasmasnijden voorzien van een toorts met
boogontsteking.
De geleverde stroom is gelijkstroom.
Elektrische gezien is de generator van het vallende type.
Hoofdorganen Fig.1
A) Voedingskabel
B) ON/OFF-schakelaar
C) Stroomsterkteregeling
D) Controlelampje interventie thermische schakelaar
E) Verklikkerlampje van toortsdefect
F) De persluchtdruk regelen
G) Controlelampje lage luchtdruk
H) Machinevoeding
I) Aansluiting toorts
L) Aansluiting aarddraad
Technische gegevens
Het typeplaatje ligt op de machine. De Fig.2 is een voorbeeld van het plaatje.
A) Naam en adres van de fabrikant
B) Europese referentienorm voor de constructie en veiligheid van lasinstallaties
C) Symbool voor de interne structuur van de machine
D) Symbool voor het voorziene snijproces.
E) Symbool voor de continu geleverde stroom.
F) Benodigde voeding:
3˜ driefase wisselspanning; frequentie
G) Beschermklasse tegen vaste en vloeibare deeltjes
I) Prestaties van het lascircuit
U0V Minimum en maximum nullastspanning (open lascircuit).
I2, U2 Stroom en overeenkomstige genormaliseerde spanning dat de machine
uitgeeft.
X Dienstgebruiksfactor (Duty Cycle).Duidt aan hoelang de machine kan
werken en hoelang het moet stoppen met werken om af te koelen. De
tijdsduur wordt uitgedrukt in % op basis van een cyclus van 10 min. (bv.
60% betekent 6 min. werken en 4 min. inactiviteit).
A / V Instelrange van de stroomsterkte en bijbehorende spanningsboog.
J) Gegevens van de voedingslijn
U1 Voedingsspanning (toegelaten tolerantie: +/- 10%)
I1 eff Opgenomen efciënte stroomsterkte
I1 max Maximum opgenomen stroomsterkte
K) Serienummer
L) Gewicht
M) Veiligheidssymbolen: Lees de waarschuwingen omtrent de veiligheid
- Technische gegevens PAC toorts Fig.2,1
Inwerkingstelling
De elektrische aansluitingen moeten uitgevoerd worden door ervaren en gekwaliceerd
personeel.
Vergewis u ervan dat de machine uitgeschakeld en losgekoppeld is van de voedingsbron
tijdens alle fasen van de inwerkingstelling.
Controleer dat het stopcontact waaraan de machine wordt aangesloten beveiligd is
door de nodige veiligheidsinrichtingen (zekeringen of stroomonderbreker) en dat deze
aangesloten is op een aarding.
Het apparaat mag alleen worden aangesloten op een leiding met een “neutrale” die
met de aarde is verbonden.
Assemblage en elektrische aansluiting
¾ Assemblage en lossen delen in de verpakking (Fig. 5).
¾ Controleer dat de elektrische lijn de spanning en frequentie uitgeeft overeenstemmend
met die van de machine en dat er een zekering met vertraging voorzien werd geschikt
voor de geleverde nominale maximumstroomsterkte (I2max) Fig.3,1.
¾ Voedingsstekker. Indien de machine geen stekker heeft, moet een genormaliseerde
stekker aan de voedingskabel aangesloten worden (3P+T voor 3Ph) met een geschikte
capaciteit Fig.3,2.
Voorbereiding van het snijcircuit
¾ Sluit de aarddraad aan op de machine en op het werkstuk, zo dicht mogelijk bij de
plaats op het werkstuk dat gesneden moet worden, op een plek waar geen roest of
vernis aanwezig is.
¾ Sluit de drukreductor aan op een persluchtbron die minstens 120L/min kan genereren
van 5,0 bar (72 PSI). Fig.2,1
Snijproces: beschrijving van de commando’s en
signaleringen
Nadat u alle fasen van de inwerkingstelling heeft uitgevoerd moet u de machine
aanschakelen en de afstellingen uitvoeren.
Voordat u begint te snijden, controleert u de slijtage van de toortsdelen die
verbruikt worden en controleert u of ze goed gemonteerd zijn. Lees het hoofdstuk
“Routine-onderhoud van de toorts”.
Persluchtontluchtingsfunctie
Houd de toortsknop ingedrukt om het toestel aan te zetten “B”. Er zal 30 seconden lang
perslucht uit de toorts komen.
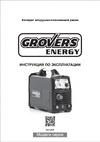
De persluchtdruk regelen
Houd de toortsknop ingedrukt om het toestel aan te zetten en blijf de knop indrukken
totdat u de persluchtdruk ingesteld heeft met de drukregelaar en de manometer “F”
Afb.1.
L Voor een goed werkend toestel respecteert u de op de serieplaat voorgeschreven
luchtdrukwaarden.
L Als u het toestel aanzet zonder de toortsknop ingedrukt te houden, staat het meteen
klaar om te snijden.
Instelling snijstroom
¾ Selecteer de stroom in functie van de dikte en het type materiaal dat men moet snijden.
L De ontstekingsboog wordt na 2 seconden onderbroken als hij niet in contact komt
met het werkstuk. Er zal 5 seconden lang perslucht uit de toorts komen om de toorts
af te koelen.
L Snij maar let op dat de vorderingssnelheid correct is ingesteld, zodat het gesmolten
materiaal uit de snijgroeve loopt en niet in de richting van de toorts of bediener
wegspat.
L Opgelet: begin steeds te snijden aan een rand. Mocht het toch nodig zijn om op een
andere plek het snijden aan te vatten, dan kan met best eerst een gat boren waar
men dan de snijbewerking aanvangt.
L De luchtuxschakelaar is getimed (ong. 15 - 120 sec.) vanaf het ogenblik dat de
knop wordt losgelaten, om de afkoeling van de toorts toe te laten. Na uitschakeling
van de machine moet dus gewacht worden tot ook de post-luchtux werd beëindigd.
Metalen rooster snijden
Tijdens het snijden van metalen roosters kan de boog onverwacht uitvallen. Houd de
toortsknop ingedrukt om de boog automatisch weer aan te zetten.
Verklikkerlampje lage luchtdruk “G” Afb.1
Als dit lampje brandt, betekent dit dat de luchtdruk te laag is en de beveiligingsschakelaar
het toestel uitgezet heeft om de toorts te beschermen.
Controleer de regeling van de persluchtdruk.
Verklikkerlampje van toortsdefect “E” Afb.1
Als dit lampje brandt, betekent dit dat de toorts defect is. Meestal is er kortsluiting tussen
de verbruiksonderdelen van de toorts.
Controleer de staat van de toorts: lees het hoofdstuk “Routine-onderhoud van de toorts”.
Controlelampje interventie thermische schakelaar “D” Afb.1
Een brandend controlelampje betekent dat de thermische schakelaar in werking is.
Bij overschrijding van de dienstfactor “X” vermeld op het typeplaatje, zal een thermische
beveiligingsschakelaar het werk onderbreken alvorens de machine kan beschadigd
worden. Wacht totdat de werking werd hersteld en dan best nog enkele minuten.
Indien de thermische schakelaar continu tussenkomt, betekent dit dat je te hoge
prestaties vraagt aan de machine.
Содержание
- 03 18 07 16 p.2
- F g i l p.2
- Manuale istruzione p.4
- Avvertenze di sicurezza p.4
- Consigli per l uso p.5
- Assemblaggio ed allacciamento elettrico p.5
- Taglio su lamiera grigliata p.5
- Regolazione della pressione dell aria compressa p.5
- Regolazione corrente di taglio p.5
- Procedimento di taglio descrizione comandi e segnalazioni p.5
- Preparazione del circuito di taglio p.5
- Messa in funzione p.5
- Funzione di spurgo dell aria compressa p.5
- Descrizione della macchina p.5
- Dati tecnici p.5
- Spia di segnalazione intervento termico d fig p.6
- Spia di segnalazione guasto nella torcia e fig p.6
- Spia di segnalazione bassa pressione dell aria g fig p.6
- Safety warnings p.6
- Manutenzione ordinaria della torcia fig p.6
- Manutenzione p.6
- Instruction manual p.6
- Torch failure indicator e fig p.7
- Thermal protection intervention light d fig 1 p.7
- Technical data p.7
- Starting up p.7
- Recommendations for use p.7
- Preparing the plasma cutting circuit p.7
- Plasma cutting description of controls and signals p.7
- Output current adjustment p.7
- Maintenance p.7
- Low air pressure indicator g fig 1 p.7
- Description of the machine p.7
- Cutting of sheet metal grating p.7
- Compressed air pressure adjustment p.7
- Compressed air bleed function p.7
- Class a equipment p.7
- Assembly and electrical connections p.7
- Torch routine maintenance fig 4 p.7
- Manuel d instruction p.8
- Emf champs électromagnétiques p.8
- Description de la machine p.8
- Avertissements de sécurité p.8
- Appareillage de classe a p.8
- Préparation du circuit de coupage p.9
- Procédé de coupage description des commandes et signalisations p.9
- Montage et raccordement électrique p.9
- Mise en service p.9
- Fonction de purge de l air comprimé p.9
- Entretien ordinaire de la torche fig p.9
- Entretien p.9
- Coupe sur tôle grillagée p.9
- Conseils d utilisation p.9
- Caractéristiques techniques p.9
- Témoin de signalisation déclenchement thermique d fig p.9
- Témoin de signalisation de panne de la torche e fig p.9
- Témoin de signalisation de basse pression de l air g fig p.9
- Réglage du courant de soudage p.9
- Réglage de la pression de l air comprimé p.9
- Manual de instrucciones p.10
- Equipo de clase a p.10
- Emf campos electromagnéticos p.10
- Descripción de la máquina p.10
- Datos técnicos p.10
- Advertencias de seguridad p.10
- Mantenimiento p.11
- Función de purgado del aire comprimido p.11
- Ensamblaje y conexión eléctrica p.11
- Dispositivo luminoso que indica intervención térmica d fig p.11
- Corte de rejilla de chapa p.11
- Testigo que indica baja presión del aire g fig 1 p.11
- Testigo que indica avería en la antorcha e fig 1 p.11
- Regulación de la presión del aire comprimido p.11
- Regulación de corriente de corte p.11
- Recomendaciones para el uso p.11
- Puesta en funcionamiento p.11
- Procedimiento de corte descripción mandos y señalaciones p.11
- Preparación del circuito de corte p.11
- Mantenimiento ordinario de la antorcha fig p.11
- Pôr a funcionar p.12
- Manual de instruções p.12
- Emf campos electromagnéticos p.12
- Descrição da máquina p.12
- Dados técnicos p.12
- Aparelhagem de classe a p.12
- Advertências de segurança p.12
- Sicherheitshinweise p.13
- Regulação da pressão do ar comprimido p.13
- Regulação da corrente de corte p.13
- Procedimento de corte descrição comandos e sinalizações p.13
- Preparação do circuito de corte p.13
- Montagem e ligação eléctrica p.13
- Manutenção de rotina da tocha p.13
- Manutenção p.13
- Luz piloto de sinalização da intervenção térmica d fig 1 p.13
- Indicador luminoso de sinalização de defeito na tocha e fig p.13
- Indicador luminoso de sinalização de baixa pressão do ar g fig p.13
- Função de purga do ar comprimido p.13
- Corte em grelha metálica p.13
- Conselhos para o uso p.13
- Bedienungsanleitung p.13
- Beschreibung der maschine p.14
- Zusammenbau und stromanschluss p.14
- Vorbereitung des schneidkreises p.14
- Technische daten p.14
- Schneidverfahren beschreibung der bedienvorrichtungen und anzeigen p.14
- Inbetriebnahme p.14
- Gerät der klasse a p.14
- Emf elektromagnetische felder p.14
- Ordentliche wartung vom brenner abb p.15
- Kontrollleuchte luftdruck zu niedrig g abb 1 p.15
- Kontrollleuchte brenner defekt e abb 1 p.15
- Instandhaltung p.15
- Funktion druckluft entlüften p.15
- Einstellen des schneidstroms p.15
- Einstellen der druckluft p.15
- Brugermanual p.15
- Anzeigeleuchte angesprochener schutzschalter d abb p.15
- Sikkerhedsadvarsler p.15
- Schneiden von gittern p.15
- Ratschläge für den gebrauch p.15
- Trykregulering for trykluft p.16
- Tekniske data p.16
- Skæreproces beskrivelse af kontrolfunktioner og signaler p.16
- Rensefunktion for trykluft p.16
- Regulering af skærestrøm p.16
- Opstart p.16
- Montering og elektriske forbindelser p.16
- Forberedelse af skærekredsløbet p.16
- Beskrivelse af maskinen p.16
- Kontrollampe for fejl i svejsebrænder e fig p.17
- Handleiding p.17
- Brugsanvisninger p.17
- Advarselslampe for udløsning af termoafbryder d fig 1 p.17
- Waarschuwingen omtrent de veiligheid p.17
- Vedligeholdelse p.17
- Skæring på gitterplader p.17
- Ordinær vedligeholdelse af svejsebrænderen fig 4 p.17
- Kontrollampe for lavt lufttryk g fig p.17
- Technische gegevens p.18
- Snijproces beschrijving van de commando s en signaleringen p.18
- Persluchtontluchtingsfunctie p.18
- Metalen rooster snijden p.18
- Klasse a apparatuur p.18
- Inwerkingstelling p.18
- Instelling snijstroom p.18
- De persluchtdruk regelen p.18
- Controlelampje interventie thermische schakelaar d afb p.18
- Beschrijving van de machine p.18
- Assemblage en elektrische aansluiting p.18
- Voorbereiding van het snijcircuit p.18
- Verklikkerlampje van toortsdefect e afb p.18
- Verklikkerlampje lage luchtdruk g afb p.18
- Tips voor het gebruik p.19
- Säkerhetsföreskrifter p.19
- Routine onderhoud van de toorts afb p.19
- Onderhoud p.19
- Bruksanvisning p.19
- Rekommenderad användning p.20
- Reglering av skärström p.20
- Kontrollampa för utlöst överhettningsskydd d fig 1 p.20
- Inställning av trycket för tryckluften p.20
- Hopmontering och elektrisk anslutning p.20
- Förberedelse av skärkrets p.20
- Driftsättning p.20
- Beskrivning av maskinen p.20
- Varningslampa för lågt lufttryck g fig p.20
- Varningslampa för fel i brännaren e fig p.20
- Utrustning av klass a p.20
- Underhåll p.20
- Tekniska data p.20
- Skärprocedur beskrivning av reglage och varningsetiketter p.20
- Skärning av gallerplåt p.20
- Reningsfunktion för tryckluft p.20
- Sikkerhetsvarsler p.21
- Regelbundet underhåll av brännaren fig 4 p.21
- Instruksjonsmanual p.21
- Beskrivelse av maskinen p.21
- Justering av utmatingsstrøm p.22
- Justering av trykkluften p.22
- Forberede plasmakuttekretsen p.22
- Anbefalinger for bruk p.22
- Vedlikehold p.22
- Varsellampe for lavt trykk på trykkluften g fig p.22
- Varsellampe for lavt feil på brenneren e fig p.22
- Varmesikringssignal d fig 1 p.22
- Tekniske data p.22
- Skjæring av metallgitter p.22
- Plasmakutting beskrivelse av kontroller og signaler p.22
- Ordinært vedlikehold av brenneren fig 4 p.22
- Oppstart p.22
- Montering og elektriske koblinger p.22
- Luftefunksjonen for trykkluften p.22
- Käyttöohjekirja p.23
- Käynnistys p.23
- Koneen kuvaus p.23
- Emf sähkömagneettiset kentät p.23
- A luokan laite p.23
- Turvavaroituksia p.23
- Tekniset tiedot p.23
- Turvahoiatused p.24
- Polttimen vian merkkivalo e kuva1 p.24
- Polttimen säännöllinen huolto kuva4 p.24
- Paineilman paineen säätö p.24
- Paineilman ilmaustoiminto p.24
- Metalliverkkojen leikkaus p.24
- Lämpösuojan merkkivalo d kuva 1 p.24
- Leikkausvirran säätö p.24
- Leikkausmenetelmä ohjauslaitteiden ja merkinantojen kuvaus p.24
- Käyttöä koskevia suosituksia p.24
- Kokoonpano ja sähkökytkennät p.24
- Kasutusõpetus p.24
- Huolto p.24
- Alhaisen ilmanpaineen merkkivalo g kuva1 p.24
- Tehnilised andmed p.25
- Suruõhu rõhu reguleerimine p.25
- Suruõhu läbipuhumise funktsioon p.25
- Montaažjaelektriühendused p.25
- Metallvõre lõikamine p.25
- Masina kirjeldus p.25
- Lõikeraja ettevalmistus p.25
- Lõikeprotsess juhtseadmete ja hoiatussignaalide kirjeldus p.25
- Lõikamisvoolu seadistamine p.25
- Käivitamine p.25
- Emf elektromagnetväljad p.25
- A klassi aparatuur p.25
- Madala õhurõhu hoiatustuli g joon 1 p.26
- Instrukcijurokasgrāmata p.26
- Hooldus p.26
- Drošībasbrīdinājumi p.26
- Termokaitse käivitumise led tuli d joon p.26
- Soovitused kasutamiseks p.26
- Põleti rikke hoiatustuli e joon 1 p.26
- Põleti korraline hooldus joon 4 p.26
- Režģveidalokšņugriešana p.27
- Montāžaunelektriskiesavienojumi p.27
- Ieteikumi izmantošanai p.27
- Iekārtasapraksts p.27
- Griešanasķēdessagatavošana p.27
- Griešanasstrāvasnoregulēšana p.27
- Griešanasprocess kontrolierīčuunsignāluapraksts p.27
- Degļakļūmesindikators e zīm 1 p.27
- Degļakārtējāapkope zīm 4 p.27
- Darbauzsākšana p.27
- Apkope p.27
- Zema gaisa spiediena indikators g zīm 1 p.27
- Aklasesaparatūra p.27
- Termiskāsaizsardzībasieslēgšanasindikators d zīm p.27
- Tehniskie dati p.27
- Saspiestāgaisaspiedienaregulēšana p.27
- Saspiestāgaisapadevesfunkcija p.27
- Techniniai duomenys p.28
- Saugosįspėjimai p.28
- Mašinos aprašymas p.28
- Instrukcijųvadovas p.28
- Emf elektromagnetiniai laukai p.28
- Aklasėsaparatūra p.28
- Naudojimo rekomendacijos p.29
- Montavimas ir elektros sujungimai p.29
- Lemputėįspėjantiapiesutrikimusdegiklyje e pav p.29
- Grūdintosplokštėspjovimas p.29
- Degiklionuolatinėpriežiūra pav p.29
- Žemooroslėgioįspėjamojilemputė g pav p.29
- Terminio saugiklio signalas d pav p.29
- Techninis aptarnavimas p.29
- Suspaustooroslėgioreguliavimas p.29
- Sureguliuokitepjovimosrovę p.29
- Praputimo suspaustu oru funkcija p.29
- Pradžia p.29
- Pjovimoprocesas valdikliųirsignalųaprašymas p.29
- Pjovimograndinėsparuošimas p.29
- Urządzeniaklasya p.30
- Ostrzeżeniadotyczącebezpieczeństwa p.30
- Opis maszyny p.30
- Instrukcjaobsługi p.30
- Emf pola elektromagnetyczne p.30
- Dane techniczne p.30
- Cięciekratyblaszanej p.31
- Wskazówkiwczasieużytkowania p.31
- Rozruch p.31
- Regulacjaprąducięcia p.31
- Regulacjaciśnieniasprężonegopowietrza p.31
- Przygotowanieobwoducięcia opissterowańi sygnalizacji p.31
- Przygotowanieobwoducięcia p.31
- Montażipodłączenieelektryczne p.31
- Lampka sygnalizacyjna interwencji zabez termicznego d rys p.31
- Kontrolkasygnalizującauszkodzeniepalnika e rys p.31
- Kontrolkasygnalizującaniskieciśnieniepowietrza g rys p.31
- Konserwacja zwyczajna palnika rys p.31
- Konserwacja p.31
- Funkcjawydmuchusprężonegopowietrza p.31
- Návod k obsluze p.32
- Emf elektromagnetická pole p.32
- Bezpečnostníupozornění p.32
- Zařízenítřídya p.32
- Technické údaje p.32
- Spuštění p.32
- Popis stroje p.32
- Signalizačníkontrolkaporuchyhořáku e obr 1 p.33
- Signalizačníkontrolkanízkéhotlakuvzduchu g obr 1 p.33
- Přípravaobvoduproplazmovéřezání p.33
- Plazmovéřezání popisovládacíchprvkůasignálů p.33
- Nastavenívýstupníhoproudu p.33
- Nastavení tlaku vzduchu p.33
- Montážaelektrickázapojení p.33
- Használati kézikönyv p.33
- Funkcečištěnístlačenýmvzduchem p.33
- Doporučenípropoužívání p.33
- Běžnáúdržbahořáku obr 4 p.33
- Biztonságifigyelmeztetések p.33
- Řezánímřížovéhoplechu p.33
- Údržba p.33
- Signál tepelné pojistky d obr 1 p.33
- Összeszerelés és elektromos bekapcsolás p.34
- Vágó kör elõkészítése p.34
- Vágási áram szabályozása p.34
- Vágási folyamat vezérlések és jelzések leírása p.34
- Technikai adatok p.34
- Sűrítettlevegőátöblítésifunkciója p.34
- Mûködtetés p.34
- Emf elektromágneses mezők p.34
- Asűrítettlevegőnyomásánakbeállítása p.34
- A osztályú gép p.34
- A gép leírása p.34
- Alacsonylevegőnyomás visszajelzőlámpa g 1 ábra p.35
- Ahegesztőpisztolyrendszereskarbantartása4 ábra p.35
- Termikus közbelépést jelzõ lámpa d 1 ábra p.35
- Tanácsok a használathoz p.35
- Prevádzkovápríručka p.35
- Karbantartás p.35
- Hegesztőpisztolymeghibásodásánakvisszajelzőlámpája e 1 ábra p.35
- Fémrács darabolása p.35
- Bezpečnostnéupozornenia p.35
- Odporúčaniaprepoužitie p.36
- Nastavenietlakustlačenéhovzduchu p.36
- Nastavenie rezného prúdu p.36
- Montážaelektrickéspojenia p.36
- Kontrolka signalizujúca poruchu horáku e obr 1 p.36
- Kontrolka signalizujúca nízky tlak vzduchu g obr 1 p.36
- Indikátor tepelného zásahu d obr 1 p.36
- Funkciačisteniastlačenýmvzduchom p.36
- Bežnáúdržbahoráka obr 4 p.36
- Údržba p.36
- Technické údaje p.36
- Spúšťanie p.36
- Rezanieplechovýchroštov p.36
- Príprava rezného okruhu p.36
- Proces rezania popis ovládacích prvkov a signálov p.36
- Popis stroja p.36
- Uređajklasaa p.37
- Sigurnosna upozorenja p.37
- Priručnikzaupotrebu p.37
- Opis stroja p.37
- Hr srb p.37
- Emf elektromagnetska polja p.37
- Paljenje p.38
- Održavanje p.38
- Funkcija ispuštanja komprimiranog zraka p.38
- Uštimavanje izlazne struje p.38
- Tehničkipodaci p.38
- Signaltermičkogprekida d fig 1 p.38
- Signalizacijsko svjetlo niskog pritiska zraka e fig p.38
- Signalizacijsko svjetlo kvara na plameniku g fig p.38
- Sastavljanjeielektričnaprespajanja p.38
- Rezanje rešetkastih limova p.38
- Rezanje plazmom opis kontrola i signala p.38
- Regulacija pritiska komprimiranog zraka p.38
- Redovito servisiranje plamenika fig 4 p.38
- Priprema kruga rezanja plazmom p.38
- Preporuke za upotrebu p.38
- Priročnikznavodilizauporabo p.39
- Opis aparata p.39
- Naprava razreda a p.39
- Emf elektromagnetna polja p.39
- Varnostna opozorila p.39
- Tehničnipodatki p.39
- Εγχειρίδιοχρήσης p.40
- Vzdrževanje p.40
- Rezanjekovinskemreže p.40
- Rednovzdrževanjepištole sl 4 p.40
- Priprava krogotoka za plazemsko rezanje p.40
- Plazemsko rezanje opis kontrol in signalov p.40
- Opozorilooposegutoplotnezaščite d sl 1 p.40
- Nasveti za uporabo p.40
- Nastavitev tlaka stisnjenega zraka p.40
- Nastavitev izhodnega toka p.40
- Montažainelektričnipriključki p.40
- Kontrolnalučkazaokvaropištole e sl 1 p.40
- Kontrolnalučkazanizektlakzraka g sl 1 p.40
- Funkcija izpusta stisnjenega zraka p.40
- Προειδοποιήσειςασφαλείας p.40
- Τεχνικάστοιχεία p.41
- Συσκευήκλάσηςα p.41
- Συναρμολόγησηκαιηλεκτρολογικέςσυνδέσεις p.41
- Προετοιμασίατουκυκλώματοςκοπής p.41
- Περιγραφήτηςμηχανής p.41
- Λειτουργίαεξόδουπεπιεσμένουαέρα p.41
- Ηλεκτρομαγνητικά πεδία emf p.41
- Εκκίνηση p.41
- Διαδικασίακοπής περιγραφήελέγχωνκαισημάτων p.41
- Σήμαειδοποίησηςθερμικήςδιακοπής d εικ p.42
- Ρύθμισητηςπίεσηςτουπεπιεσμένουαέρα p.42
- Ρύθμισητάσηςκοπής p.42
- Λυχνίασήμανσηςχαμηλήςπίεσηςτουαέρα g εικ p.42
- Λυχνίασήμανσηςβλάβηςηςτσιμπίδας e εικ p.42
- Κοπήπλέγματος p.42
- Рабочееруководство p.42
- Предупрежденияпобезопасности p.42
- Τακτικήσυντήρησητηςτσιμπίδας εικ p.42
- Συστάσειςχρήσης p.42
- Συντήρηση p.42
- Эмп электромагнитные поля p.43
- Функцияпродувкисжатымвоздухом p.43
- Техническиеданные p.43
- Сборкаиэлектрическоесоединение p.43
- Регулировкадавлениясжатоговоздуха p.43
- Регулированиетокарезки p.43
- Пусквработу p.43
- Процесссварки описаниеоргановуправленияи сигнализации p.43
- Подготовкаконтурарезки p.43
- Описаниемашины p.43
- Оборудованиеклассаa p.43
- Техобслуживание p.44
- Ръководствозаексплоатация p.44
- Рекомендациипоработе p.44
- Предупреждениязабезопасноизползване p.44
- Уредиоткласa p.45
- Техническиданни p.45
- Сглобяванеиелектрическивръзки p.45
- Рязаневърхурешетъчналамарина p.45
- Регулираненаналяганетонасгъстениявъздух p.45
- Подготовканаплазменатарежещаверига p.45
- Плазменорязане описаниенауправлениетои сигналите p.45
- Описаниенамашината p.45
- Обезвъздушаващафункциянасгъстенвъздух p.45
- Настройканаизходенток p.45
- Задействаненамашината p.45
- Emf електромагнитни полета p.45
- Техническаподдръжка p.46
- Светлиненсигналзаповредавгорелката e фиг p.46
- Светлиненсигналзанисконаляганенавъздуха g фиг p.46
- Редовнаподдръжканагорелкат p.46
- Препоръкизаработа p.46
- Manualdeinstrucţiuni p.46
- Avertizăriprivindsecuritatea p.46
- Pregătireacircuituluidetăierecuplasmă p.47
- Pornirea p.47
- Leddesemnalizarepresiunejoasăaaerului g fig p.47
- Leddesemnalizaredefecţiunepepistoletul e fig p.47
- Funcţiadeevacuareaaeruluicomprimat p.47
- Descrierea aparatului p.47
- Date tehnice p.47
- Asamblareaşiconexiunileelectrice p.47
- Aparaturaclasăa p.47
- Tăierepegrătardintablă p.47
- Tăiereacuplasmă descriereacomenzilorşisemnalizărilor p.47
- Semnaluldeîntreruperetermică d fig 1 p.47
- Reglareacurentuluideieşire p.47
- Reglarea presiunii aerului comprimat p.47
- Recomandăripentruutilizare p.47
- Întreţinere p.48
- Operaţiunideîntreţinereordinarăapistoletului fig 4 p.48
- Makinenintanımı p.48
- Kullanımkılauzu p.48
- Emniyetuyarıları p.48
- Izgaralısacüzerindekesim p.49
- Düşükhavabasıncısinyalikazlambası g resim1 p.49
- Basınçlıhavatahliyeişlevi p.49
- Basınçlıhavabasıncınınayarı p.49
- Bakım p.49
- Üfleçtearızasinyaliikazlambası e resim 1 p.49
- Üflecinolağanbakımı resim 4 p.49
- Çıkışakımıayarlaması p.49
- Çalıştırma p.49
- Termikmüdahalesinyallambası d resim 1 p.49
- Teknik veriler p.49
- Plazmakesimdevrininhazırlanması p.49
- Plazmakesim kumandavesinyallerintanımı p.49
- Montajveelektrikbağlantısı p.49
- Kullanımtavsiyeleri p.49
- طوغضملاءاوهلاغيرفتةيلمع p.50
- طوغضملاءاوهلاطبض p.50
- تاميلعتلاليلد p.50
- تارشؤملاومكحتلاحيتافمفصو عطقلاةيلمع p.50
- ةينقتلاتانايبلا p.50
- ءابرهكلاليصوتوبيكرتلا p.50
- ناملأاتاريذحت p.50
- ليغشتلاءدب p.50
- عطقلاةيلمعدادعإ p.50
- عطقلاةلآفصو p.50
- مقرلكشلابحضوموهامك g ءاوهلاطغضضافخنارشؤم p.51
- مقرلكشلابحضوموهامك e ةلعشلابفلتدوجورشؤم p.51
- مقرلكشلابحضوموهامك d ةيرارحلاةيامحلاليعفترشؤم p.51
- مقر لكشلاب حضوم وه امك ةلعشلل ةيدايتعلاا ةنايصلا p.51
- مادختسلالحئاصن p.51
- عطقلارايتطبض p.51
- ةنايصلا p.51
- ةغرفملاحئافصلاعطق p.51
Похожие устройства
-
 Deca D-PAC 120Рабочее руководство
Deca D-PAC 120Рабочее руководство -
Deca D-PAC 60Рабочее руководство
-
 Deca I-PAC 1235KРабочее руководство
Deca I-PAC 1235KРабочее руководство -
Deca I-PAC 1235Рабочее руководство
-
 Аврора Джет 40 КОМПРЕССОРИнструкция к устройству
Аврора Джет 40 КОМПРЕССОРИнструкция к устройству -
 Grovers CUT 100SИнструкция по Эксплуатации
Grovers CUT 100SИнструкция по Эксплуатации -
 Grovers CUT-60 LCD CNCИнструкция по Эксплуатации
Grovers CUT-60 LCD CNCИнструкция по Эксплуатации -
 Grovers CUT-100HF EnergyИнструкция по Эксплуатации
Grovers CUT-100HF EnergyИнструкция по Эксплуатации -
 Grovers CUT 60 CNCИнструкция по Эксплуатации
Grovers CUT 60 CNCИнструкция по Эксплуатации -
 Grovers CUT 40Инструкция по Эксплуатации
Grovers CUT 40Инструкция по Эксплуатации -
 Grovers CUT-40Pro EnergyИнструкция по Эксплуатации
Grovers CUT-40Pro EnergyИнструкция по Эксплуатации -
 Grovers Energy CUT 45PИнструкция по Эксплуатации
Grovers Energy CUT 45PИнструкция по Эксплуатации
Leer hoe u uzelf kunt beschermen tegen elektromagnetische velden en andere risico's bij het gebruik van las- en snijapparatuur. Volg onze veiligheidsrichtlijnen voor een veilige werkomgeving.